


Engineers specifying parts for aerospace, medical, automotive, and tooling applications often face a core question: how do you improve a component’s wear resistance, reduce friction, or add corrosion protection without altering the dimensions that already meet spec? The answer, in most cases, is a thin-film surface coating applied through PVD (Physical Vapor Deposition) or DLC (Diamond-Like Carbon) processes.
This guide covers the fundamentals for engineers evaluating thin-film surface coatings for the first time.
What PVD and DLC Coatings Are
PVD coatings are hard, thin films deposited onto a substrate inside a vacuum chamber. The process vaporizes a solid coating material (titanium, chromium, zirconium, aluminum, or combinations) and deposits it atom by atom onto the part surface. Because the process runs at relatively low temperatures (typically below 500°C), it preserves the part’s heat treatment, geometry, and dimensional tolerances.
DLC coatings are a subset of thin-film technology, amorphous carbon films with very high hardness and diamond-like hardness characteristics. DLC is applied via CVD (Chemical Vapor Deposition) and produces an extremely low-friction, chemically inert surface. DLC coatings reach a COF as low as 0.05–0.1, making them suitable for sliding, rotating, and bearing applications where friction reduction is the primary goal.
Thickness Ranges: Why Tolerances Stay Intact
One of the most common concerns engineers raise is whether a surface coating will push a finished part out of tolerance. The short answer: for most precision applications, it will not.
PVD coatings may range from 1–7 µm depending on the coating type:
- TiN: 1–7 µm (the widest range; general-purpose applications)
- AlTiN, TiAlN, TiCN, ZrN, CrN, AlTiSiN: 1–4 µm
- DLC: 1–4 µm
- X-LC (MoS2): 0.5–2 µm
At these thicknesses, the dimensional change per side is measured in single-digit micrometers. To put that in perspective, a 3 µm coating adds just 6 µm to the total diameter of a cylindrical part, roughly one-tenth the width of a human hair. For most machined parts, injection molds, medical instruments, and firearm components, this falls well within allowable tolerance bands.
Adhesion: What Holds the Coating in Place
A coating is only as good as its bond to the substrate. If the film separates from the base material during operation, a failure known as delamination, the part loses its protective properties entirely, and the coating investment is wasted. Adhesion depends on three factors:
- Substrate material: Carbide and HSS provide excellent adhesion with most PVD coatings. Stainless steel and titanium require proper surface preparation to achieve reliable bonding.
- Surface cleanliness: Contaminants — oils, oxides, residual cutting fluids, interfere with adhesion. Pre-coating cleaning and inspection are essential steps in the process.
- Coating-substrate match: Not every coating adheres well to every material. CrN, for example, performs well on injection mold steels, while AlTiN is typically specified for carbide cutting tools. Mismatching coating to substrate is a leading cause of delamination.
Substrate Compatibility at a Glance
ACT coats a broad range of base materials. Common substrates include:
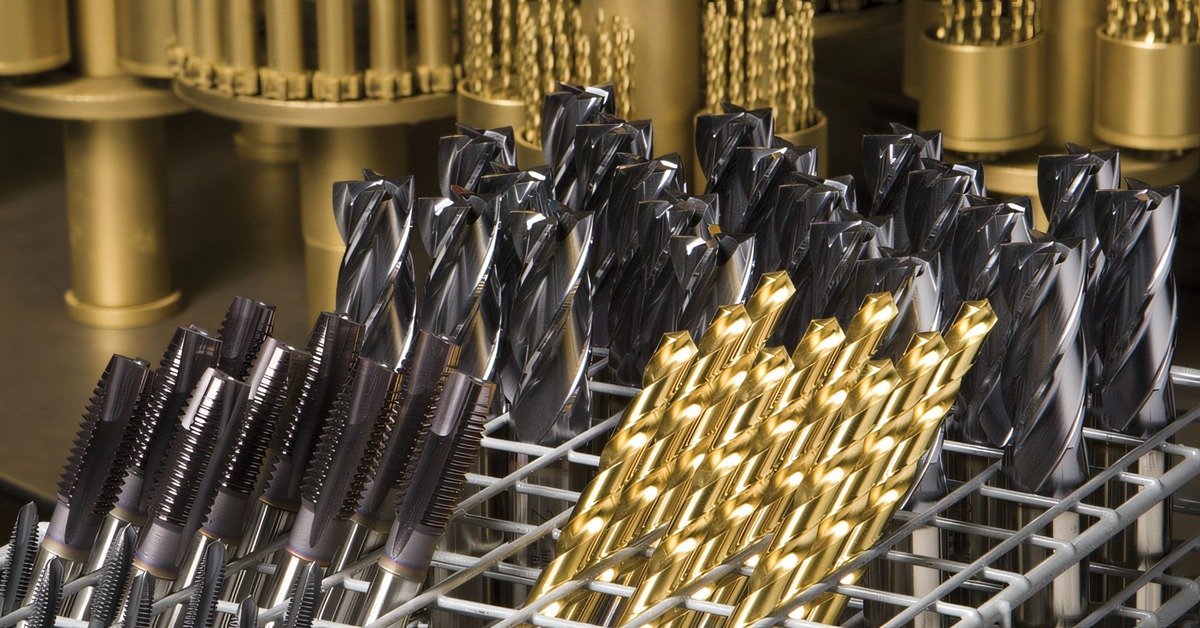
- Carbide (tungsten carbide) — cutting tools, inserts, end mills
- HSS (high-speed steel) — drills, taps, reamers
- Tool steel (D2, M2, H13) — dies, molds, forming tools
- Stainless steel — medical instruments, food-processing components
- Titanium — aerospace parts, medical implants
- Bronze, copper, aluminum — electrical, decorative, and specialty components
Choosing Between PVD and DLC
The decision comes down to the application’s primary requirement:
- Wear resistance and hardness: PVD coatings like AlTiN (HV 3,400–3,600) and AlTiSiN (HV 4,500) excel when abrasive wear is the dominant failure mode.
- Friction reduction: DLC (COF 0.05–0.1) is the strongest option when sliding friction, sticking, or galling is the problem.
- Corrosion resistance: CrN and ZrN provide strong surface protection against chemical and environmental attack.
- Temperature resistance: AlTiSiN and nACO handle operating temperatures up to 1,200°C, while DLC is limited to 300°C.
What to Expect from the Coating Process
A qualified coating provider will review your substrate, application, and operating environment before recommending a coating. Parts are cleaned, inspected, and prepped before entering the vacuum chamber. After coating, quality checks, including adhesion testing, thickness measurement, and visual inspection, verify that the result meets the specification.
For engineers working under AS9100D or ISO 9001:2015 requirements, lot traceability and documented inspection records should be standard deliverables with every order. Surface protection should come with data, not just a part in a box.